



Nomenclature
- a
Depth of cut
- c 1
Cognitive factor of particles in PSO methodology
- c 2
Social factor of particles in PSO methodology
- C l
Labor cost
- C 0
Overhead cost
- Cp
Operation cost
 $C_p^{\min }$
$C_p^{\min }$Minimum operation cost
- $C_p^{\max }$
Maximum operation cost
- Ct
Tool cost
- F
Function of multi-objective problem
- f
Feed rate
- f min
Minimum feed rate
- f max
Maximum feed rate
- $C_p^{\max }$
Best position of other particles in population in PSO methodology
- MRR
Material removal rate
- R 2
Coefficient of determination
- RMSE
Root mean square error
- $p_{best\;id}^{( t ) }$
Best position of particle in PSO methodology
- randi
Random variable in PSO methodology
- Ra
Surface roughness
- Ra max
Maximum permissible surface roughness
- Rai +1
Predicted surface roughness after Δt seconds
- T
Tool life
- T min
Minimum tool life
- T max
Maximum tool life
- Tc
Tool change time
- Ti
Tool idle time
- Tp
Production rate
- Ts
Tool setup time
- V
Volume of the removed material
- v
Cutting speed
- v min
Minimum cutting speed
- v max
Maximum cutting speed
- Vid(t)
Velocity of particles in PSO methodology
- VBi
Current tool flank wear
- VBi +1
Predicted tool flank wear after Δt seconds
- VBmax
Maximum measured tool flank wear
- w 1,w 2
Weights of multi-objective problem
- $X_{{id}}^{( t ) }$
Current position of particles in PSO methodology
- $X_{{ id}}^{( {t + 1} ) }$
New position of particles in PSO methodology
- Δt
Time of machining






Introduction
Finish turning of hardened materials with hardness greater than 45 Rockwell C (HRC), which is called hard turning, has brought significant profit to manufacturers in various production industries (Namlu et al., Reference Namlu, Turhan, Sadigh and Kılıç2021). Asan efficient and low-cost alternative to traditional finishing processes such as grinding, hard turning decreases the manufacturing costs and production time and eliminates usage of environmentally harmful coolant (Pourmostaghimi et al., Reference Pourmostaghimi, Zadshakoyan and Badamchizadeh2020). One of the most important aspects of the hard turning process is the resulted surface roughness. The roughness of the machined surface not only determines the transmission precision but also influences the mechanical performance of components through wear resistance and fatigue strength (Paturi et al., Reference Paturi, Devarasetti and Narala2018). Because of the high hardness of work pieces, large cutting forces and temperatures at the tool-work piece interface can be encountered in hard turning. This issue can intensify tool wear rate during a turning process that leads to the damage of part surface and results in dimensional or geometrical imperfections (Panday et al., Reference Panday, Ashraf, Muneer, Hossain, Ashik and Kamruzzaman2018). Therefore, to promote the efficiency of hard turning in terms of tool life, material removal rate (MRR), machining economics, and surface quality, utmost care must be taken in selecting cutting parameters. Conventionally, the cutting parameters are selected conservatively based on the information given in tool manufacturers’ manuals or operator's experience. However, these values are starting parameters and cannot offer the optimum cutting condition throughout the machining process (Pourmostaghimi and Zadshakoyan, Reference Pourmostaghimi and Zadshakoyan2020). Accordingly, optimization of cutting parameters to obtain acceptable surface quality and minimum operation cost is an inevitable choice in today's manufacturing industry. Because of these reasons, many investigations can be found in the literature. The tool steel known as AISI D2 is considered to be a high Carbon high Chromium cold work tool steel classified in the category of difficult to cut materials. This heat-treatable steel which offers hardness in the wide range of applications, is commonly used in different manufacturing industries that is mill rolls, blanking dies, punches, spinning tools, and shear blades (Sharma and Sidhu, Reference Sharma and Sidhu2014). Hard cutting of AISI D2 presents major problems with respect to the current state of machining technology. Therefore, it has been attempted to present an enabling technology for hard turning AISI D2 tool steel (Dumitrescu et al., Reference Dumitrescu, Koshy, Stenekes and Elbestawi2006).
Dureja et al. reported a comprehensive evaluation of various modeling and optimization techniques performed in hard turning processes. They also discussed the integration of various modeling and optimization techniques to achieve desired goals (Dureja et al., Reference Dureja, Gupta, Sharma, Dogra and Bhatti2016). Manivel and Gandhinathan utilized ANOVA technique and signal-to-noise ratio to optimize cutting parameters in the hard turning process. Their research aimed to produce parts with minimum surface quality and maximum tool life (Manivel and Gandhinathan, Reference Manivel and Gandhinathan2016). Rashid et al. (Reference Rashid, Goel, Davim and Joshi2016) studied the application of signal-to-noise ratio, ANOVA, and multiple regression analysis to minimize surface roughness in the hard turning process. Sharma and Pandey (Reference Sharma and Pandey2016) focused on the selection of optimized cutting parameters and vibration to achieve minimum residual stresses in machined work pieces. Benlahmidi et al. considered the effect of cutting parameters and work piece hardness on surface roughness and cutting power in the hard turning process. The results led to an innovative approach based on RSM and ANOVA techniques to obtain optimum cutting parameters (Benlahmidi et al., Reference Benlahmidi, Aouici, Boutaghane, Khellaf, Fnides and Yallese2017). Mia and Dhar studied the effect of material hardness and high-pressure coolant jet in hard turning on surface roughness and cutting temperature. Optimization of parameters was performed using the signal-to-noise ratio and Taguchi optimization technique (Mia and Dhar, Reference Mia and Dhar2017a). Mia and Dhar in another study presented a predictive model for surface roughness using artificial neural networks and support vector regression. The input parameters were cutting speed, feed rate, and material hardness. Using desirability function and GA, the optimum cutting parameters corresponding to minimal surface roughness were calculated (Mia and Dhar, Reference Mia and Dhar2017b).
Abbas et al. minimized machining time considering specified surface roughness in turning of high-strength steel using the Pareto optimization method. In order to predict surface roughness of machined work piece, they used a multilayer perceptron. Then, a Pareto frontier was applied to determine the optimum cutting conditions (Abbas et al., Reference Abbas, Pimenov, Erdakov, Mikolajczyk, El Danaf and Taha2017). Mia et al. presented a study on the surface roughness, tool wear, and material removal rate in the hard turning process. They obtained optimum cutting parameters to reach optimal values for defined performance indexes (Mia et al., Reference Mia, Dey, Hossain, Arafat, Asaduzzaman, Ullah and Zobaer2018). Narayanan et al. (Reference Narayanan, Baskar and Ganesan2018) focused on maximizing MRR and minimizing surface roughness by choosing the optimal turning parameters in hard turning processes using carbide insert. Kuntoglu et al. conducted a systematic study to determine the optimum cutting conditions, analysis of vibration and surface roughness under different cutting speeds, feed rates, and cutting edge angles using response surface methodology (RSM). They resulted in an acceptable agreement between predicted and measured values with the developed model to predict surface roughness and vibration during turning of AISI 5140 within a 10% error range. The optimum parameters were determined in order to obtain minimum vibration for all components and surface roughness (Kuntoğlu et al., Reference Kuntoğlu, Aslan, Sağlam, Pimenov, Giasin and Mikolajczyk2020). Kuntoglu et al. studied the optimization of different sensorial criteria via the Tool Condition Monitoring System. In their research, an optimization approach was used implementing five different sensors, namely dynamometer, vibration, acoustic emission, temperature and motor current sensors, to a lathe. After that, an response surface methodology-based optimization approach was applied to the measured variables (Kuntoğlu et al., 2020). Although carbon boron nitride (CBN) and ceramic inserts are commonly used in hard turning process, the high cost associated with such tool materials, in comparison with coated carbide inserts, makes them economically unjustifiable (Bouacha et al., Reference Bouacha, Yallese, Khamel and Belhadi2014). This matter highlighted the economic feature of hard turning more than ever. As a result, some of the researchers made effort to use carbide inserts in the hard turning process (Manivel and Gandhinathan, Reference Manivel and Gandhinathan2016).
Since hard turning has been considered a cost-effective alternative to other expensive finishing processes; therefore, the cost of operation and final surface roughness of work pieces are of great importance. On the other hand, because of high stresses and temperatures occurred in hard turning, the tool wear rate is intensive. This issue affects resulted surface roughness negatively (Jena et al., Reference Jena, Panda, Behera, Jena, Das and Dhupal2019). Furthermore, the multi-objective optimization of hard turning process to achieve optimal operation cost and tool life considering resultant surface roughness is extremely vital in hard turning processes. Despite previous investigations in the field of optimization of hard turning processes, no comprehensive research regarding multi-performance optimization of cost and tool life has been reported. The negative effect of tool wear on surface roughness is another important issue that is ignored in the majority of performed researches. Another important problem of previous researches is the shortage of using intelligent techniques in modeling and optimization of the hard turning process, despite proved capabilities of these methods.
Due to the drawbacks of these commonly performed studies, there is still a deep need to perform a thorough research in the field of optimization of the hard turning process considering different machining characteristics such tool life and machined surface and their effect on the production costs. In this regard, the new methodology is presented in this paper to multi-performance optimization of cost and tool life in the hard turning process of AISI D2, which has widely been used in automotive industrial applications, considering the effect of tool wear on resulted surface roughness using intelligent modeling and optimization techniques. Another novel aspect of this work is the application of a new hybrid algorithm which considers the effect of tool life and surface roughness on final manufactured parts and simultaneously presents optimum cutting parameters. The main advantage of the proposed methodology over previous works is that it incorporates a Pareto front optimality graph that facilitate the process of cutting parameters selection according to defined decision-making strategies. For this, a new hybrid algorithm combining the PSO algorithm with RDNN (PSO-RDNN algorithm) along with the weighted sum technique was proposed. Using recurrent dynamic neural network (RDNN) in modeling of flank wear ensures that the real condition of turning process would be reflected. Based on experimental results, two neural networks were trained for predicting tool flank wear and surface roughness during the turning process. Using the offered methodology, the optimum process parameters (cutting speed and feed rate) that resulted in minimum operation cost, maximum tool life, and acceptable surface roughness were calculated and the Pareto optimality graph to represent optimized cutting variables was obtained. The paper is organized as follows: Section “Hybrid PSO-RDNN optimization methodology” describes optimization methodology. Section “Experimentation” is experimentation. In the section “Results and Discussion”, the results of the experiments will be represented and discussed. Section “Conclusion” contains conclusion.
Hybrid PSO-RDNN optimization methodology
Recurrent dynamic neural network
Recently, intelligent modeling and control techniques such as genetic programming (GP) (Zadshakoyan and Pourmostaghimi, Reference Zadshakoyan and Pourmostaghimi2015, Reference Zadshakoyan and Pourmostaghimi2018), support vector machine (Hu et al., Reference Hu, Hu and Du2019), fuzzy logic (Mars et al., Reference Mars, Grabska, Ślusarczyk and Strug2020), regression trees (Juez-Gil et al., Reference Juez-Gil, Erdakov, Bustillo and Pimenov2019), k-nearest neighbors algorithm (k-NN) (Grzenda and Bustillo, Reference Grzenda and Bustillo2019), artificial neural networks (Bustillo et al., Reference Bustillo, Pimenov, Mia and Kapłonek2021), and ANFIS models (Qazani et al., Reference Qazani, Pourmostaghimi, Moayyedian and Pedrammehr2022) have found popularity in various engineering areas. Among these methods, ANN has attracted the special attention of researchers. Because of its parallel structure, ANN is faster than other algorithms. Furthermore, since ANN is independent from parameters, the parameter variations cannot influence the results of modeling. In comparison with traditional methods such as regression, ANNs are more global and more flexible. Moreover, ANNs have good learning and adaptation capability, which makes them widely applicable in system modeling, image processing, decision making, and function optimization (Nametala et al., Reference Nametala, Souza, Júnior and da Silva2020). Recurrent dynamic neural network (RDNN) is a type of ANN, which has more complexity in structure compared with static neural networks. Because of special interconnections between network elements, RDNNs can analyze time-dependent data (Wu et al., Reference Wu, Ding and Huang2018).
RDNNs are suitable for modeling and prediction of time series. In other words, when any input data is transferred to a certain network element, it can be memorized and recalled with subsequent inputs. Therefore, past information can be employed to predict both current and future system states (Amozegar and Khorasani, Reference Amozegar and Khorasani2016). This unique ability of RDNN can be effectively utilized in modeling of flank wear. A simple RDNN is shown in Figure 1.

Fig. 1. Schematic view of RDNN (Amozegar and Khorasani, Reference Amozegar and Khorasani2016).
In the present study, two neural networks were trained as follows:
1. A three-layer RDNN with 10 neurons in each hidden layer was trained to predict tool flank wear (VBi+ 1) during the turning process. Inputs of this network were current tool flank wear (VBi), cutting speed (v), feed rate (f), and time of machining (Δt) in which flank wear grows from VBi to VBi+ 1.
2. A three-layer feed forward neural network with 10 neurons in each hidden layer was trained to predict surface roughness (Rai) during the process. Inputs of this network were tool flank wear (VBi), cutting speed (v), and feed rate (f).
Particle swarm optimization
In recent years, nature inspired metaheuristic algorithms have been widely used in the optimization of engineering and manufacturing issues. In this regard, successful applications of some algorithms such as SA (Khanghah et al., Reference Khanghah, Boozarpoor, Lotfi and Teimouri2015), GA (Rahman et al., Reference Rahman, Sarker and Essam2017), PSO (Pourmostaghimi and Zadshakoyan, Reference Pourmostaghimi and Zadshakoyan2019), and artificial bee colony (ABC) (Prasanth and Raj, Reference Prasanth and Raj2017) in the optimization of hard turning has been reported. Among them, PSO has found special popularity because of easy programming and implementation routine, handling complex objective functions, ability in finding global minima, and flexibility in integrating with other modeling and optimization algorithms to form a hybrid optimization algorithm (Weiss-Cohen et al., Reference Weiss-Cohen, Mitnovizky and Shpitalni2017). PSO is a population-based search algorithm and is composed of particles. Each particle represents a solution to the problem, which is assumed to be solved. These particles try to find the answer in search space by changing their positions. Each particle has two factors: fitness and velocity. The fitness of each particle is determined by the objective function to be optimized. The velocity of particle shows its movement direction and is defined as follows (Wang et al., Reference Wang, Tan and Liu2018):
 $$V_{id}^{( {t + 1} ) }\eqalign{ &= wV_{id}^{( t ) } + c_1rand_1( {\,p_{best{\rm \;}id}^{( t ) } -X_{id}^{( t ) } } ) \cr & \quad + c_2rand_2( {g_{best\;id}^{( t ) } -X_{id}^{( t ) } } ) .}$$
$$V_{id}^{( {t + 1} ) }\eqalign{ &= wV_{id}^{( t ) } + c_1rand_1( {\,p_{best{\rm \;}id}^{( t ) } -X_{id}^{( t ) } } ) \cr & \quad + c_2rand_2( {g_{best\;id}^{( t ) } -X_{id}^{( t ) } } ) .}$$ In which  $X_{id}^{( t ) }$ and
$X_{id}^{( t ) }$ and  $V_{id}^{( t ) }$ represent respectively the position and velocity of particle i in d dimensional space.
$V_{id}^{( t ) }$ represent respectively the position and velocity of particle i in d dimensional space.  $p_{best\;id}^{( t ) }$ and
$p_{best\;id}^{( t ) }$ and  $g_{best\;id}^{( t ) }$ stand for the best position of particle i and the best position of other particles in population until generation t, respectively. Inertia weight factor w regulates the dynamic of movement of each particle. In Eq. (1), rand 1 and rand 2 are random variables selected from the range [0 1], c 1 is a cognitive factor, and c 2 is a social factor of particles. The particles update their positions using the calculated velocity as follows (Wang et al., Reference Wang, Tan and Liu2018):
$g_{best\;id}^{( t ) }$ stand for the best position of particle i and the best position of other particles in population until generation t, respectively. Inertia weight factor w regulates the dynamic of movement of each particle. In Eq. (1), rand 1 and rand 2 are random variables selected from the range [0 1], c 1 is a cognitive factor, and c 2 is a social factor of particles. The particles update their positions using the calculated velocity as follows (Wang et al., Reference Wang, Tan and Liu2018):
 $$X_{id}^{( {t + 1} ) } = X_{id}^{( t ) } + V_{id}^{( {t-1} ) }, $$
$$X_{id}^{( {t + 1} ) } = X_{id}^{( t ) } + V_{id}^{( {t-1} ) }, $$where  $X_{id}^{( {t + 1} ) }$and
$X_{id}^{( {t + 1} ) }$and  $X_{id}^{( t ) }$ are the new position and previous position of particle i. The optimization process continues until the best solution is obtained or desired iteration is reached (Wang et al., Reference Wang, Tan and Liu2018). The parameters configuration used in the PSO implementation stage in this research is given in Table 1.
$X_{id}^{( t ) }$ are the new position and previous position of particle i. The optimization process continues until the best solution is obtained or desired iteration is reached (Wang et al., Reference Wang, Tan and Liu2018). The parameters configuration used in the PSO implementation stage in this research is given in Table 1.
Table 1. PSO parameters configuration

Process model
To optimize tool life and operation cost in the hard turning process, a new hybrid algorithm combining the PSO algorithm with RDNN (PSO-RDNN algorithm) is proposed. The core part of the proposed structure is an artificial modeling unit in which two previously trained neural networks are employed respectively to predict tool flank wear and surface roughness during the turning process. A schematic view of neural networks is illustrated in Figure 2. The first neural network is an RDNN for predicting tool flank wear during machining. For a certain v and f, and for known VBi, VBi+ 1 in next Δt seconds of machining can be predicted. Since the gradually increasing tool flank wear has a manner similar to time series (Yao and Fang, Reference Yao and Fang1992), by using RDNN in the modeling of flank wear, the real condition of the turning process is reflected. The second neural network is applied to predict surface roughness during the machining process. The output of the first neural network, VBi+ 1, along with the same v and f are inputs of the second neural network. This network determines the roughness values in Δt intervals.

Fig. 2. View of artificial modeling unit applied in modeling of machining characteristics VBi+ 1 and Rai +1.
Operation cost can be expressed as follows (Zuperl and Cus, Reference Zuperl and Cus2003):
 $$C_p=T_p \left({C_t\over T} + C_1 + C_0\right)$$
$$C_p=T_p \left({C_t\over T} + C_1 + C_0\right)$$In which T is tool life. The parameters Ct, C 1, and C 0 stand for tool cost, labor cost, and overhead cost, respectively. Their values are given in Table 2. Tp is the production rate and can be formulated as (Zuperl and Cus, Reference Zuperl and Cus2003):
 $$T_p = T_s + V\left({\displaystyle{{1 + T_c/T} \over {\rm MRR}}} \right) + T_i, $$
$$T_p = T_s + V\left({\displaystyle{{1 + T_c/T} \over {\rm MRR}}} \right) + T_i, $$where V is the volume of the removed material. Ts, Tc, and Ti parameters are the tool setup time, tool change time, and tool idle time, respectively. The value for Ts, Tc, and Ti parameters are shown in Table 2.
Table 2. The value of cutting coefficients (Zuperl and Cus, Reference Zuperl and Cus2003)

MRR is obtained as follows:
 $${\rm MRR} = 1000 \times v \times f \times a. $$
$${\rm MRR} = 1000 \times v \times f \times a. $$Multi-objective optimization
Several methods and techniques have been proposed to multi-objective optimization of machining operations with conflicting objectives. For instance, teaching–learning-based optimization algorithm (Lin et al., Reference Lin, Yu, Wang, Zhang, Zhang, Tian, Luo and Liu2015), gray relational analysis (Mia et al., Reference Mia, Khan, Rahman and Dhar2017), response surface methodology (Bagaber and Yusoff, Reference Bagaber and Yusoff2017), and nondominated sorting methods (Wang et al., Reference Wang, Liu and Wang2014). Each method has its characteristics and uses the special procedure to solve problems. In this research, two conflicting objectives, operation cost, Cp, and tool life, T, were optimized using the weighted sum approach. Any increase in cutting parameters leads to a decrease in operation cost and tool life. On the contrary, decreased cutting parameters would increase both operation cost and tool life. It is aimed at machining processes to decrease operational cost and increase tool life simultaneously. Accordingly, multi-objective problem is defined and different weights for objective functions are applied to obtain different Pareto optimal solutions. Since the objective functions usually are different in dimension, it is also necessary to normalize objective functions. Therefore, the defined multi-objective problem in the weighted sum method in this research can be explained as follows:
 $$F( {C_p, \;{\rm MRR}} ) = w_1{\rm \ast }\displaystyle{{T-T^{{\rm min}}} \over {T^{{\rm max}}-T^{{\rm min}}}}-w_2{\rm \ast }\displaystyle{{C_p-C_p^{{\rm min}} } \over {C_p^{{\rm max}} -C_p^{{\rm min}} }},$$
$$F( {C_p, \;{\rm MRR}} ) = w_1{\rm \ast }\displaystyle{{T-T^{{\rm min}}} \over {T^{{\rm max}}-T^{{\rm min}}}}-w_2{\rm \ast }\displaystyle{{C_p-C_p^{{\rm min}} } \over {C_p^{{\rm max}} -C_p^{{\rm min}} }},$$where
 $$w_1 + w_2 = 1$$
$$w_1 + w_2 = 1$$ $C_p^{{\rm max}}$,
$C_p^{{\rm max}}$,  $C_p^{{\rm max}}$, T max, T min are maximum and minimum operation cost and maximum and minimum tool life obtained in experiments, respectively, w 1 and w 2 are weights. Some constraints on process parameters are taken into account as follows:
$C_p^{{\rm max}}$, T max, T min are maximum and minimum operation cost and maximum and minimum tool life obtained in experiments, respectively, w 1 and w 2 are weights. Some constraints on process parameters are taken into account as follows:
 $$v_{{\rm min}} \le v \le v_{{\rm max}}, $$
$$v_{{\rm min}} \le v \le v_{{\rm max}}, $$ $$f_{{\rm min}} \le f \le f_{{\rm max}}. $$
$$f_{{\rm min}} \le f \le f_{{\rm max}}. $$Surface roughness has to be smaller than the permissible value (Ra max):
 $$Ra\leq Ra_{max}$$
$$Ra\leq Ra_{max}$$The flowchart of the suggested PSO-RDNN optimization methodology is shown in Figure 3. The optimization process starts with the generation of the first random population in the PSO operation unit, considering the constraints given by Eqs (8)–(10).
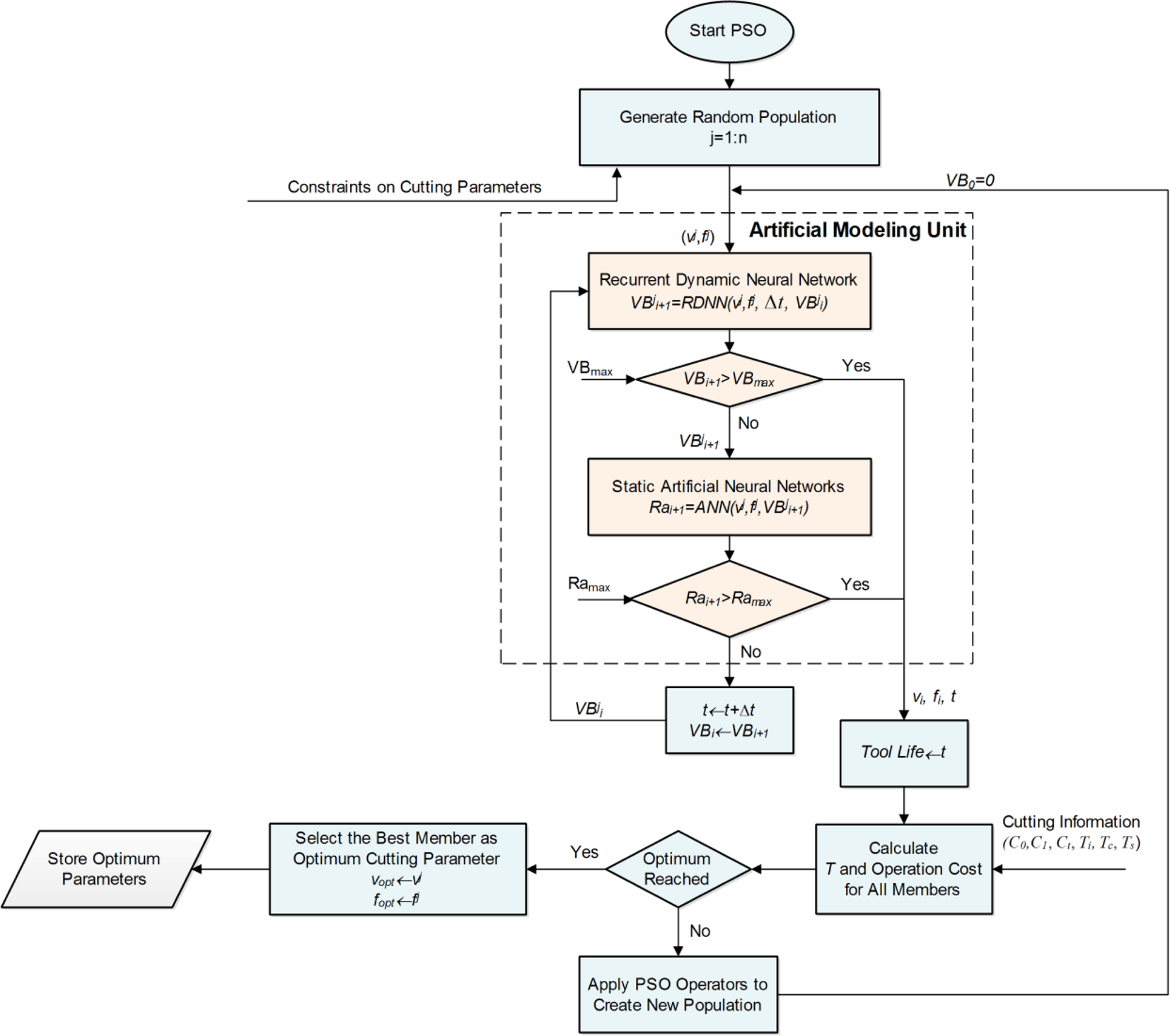
Fig. 3. Flowchart of proposed hybrid optimization methodology.
For each member composed of v and f, and considering Δt = 5 s and VB0 = 0, flank wear VB1 is calculated using RDNN. If the obtained flank wear, VB1, was less than defined maximum flank wear, VBmax, the value for surface roughness, Ra 1, would be calculated. For members with acceptable roughness (Ra 1 < Ra max), the process of optimization will continue. For the next Δt = 5 s, the same operations would be performed. Since the limitations of the process is values defined for tool life (T) or surface roughness (Ra max), if in any stage of the process the flank wear or surface roughness values violated from defined limitations, the optimization will be terminated and for corresponding cutting parameters the tool life and operation cost will be calculated. If the optimum condition or a specific number of generations is reached, the optimum cutting parameters will be reported. Otherwise, applying PSO operators, the new population will be created. The same process will be repeated for new population until obtaining optimum cutting speed and feed rate that result in the optimal tool life and operation cost. This process is performed for different set of weights (w 1 and w 2). Then, a Pareto optimal set of solutions is extended to evaluate both objectives simultaneously with the optimal decision variables and regarding defined constraints.
Experimentation
An EMCOTURN CNC lathe was employed to perform hard turning experiments in dry cutting condition. An AISI D2 alloy steel round bar (diameter of 60 mm and length of 250 mm) with the following chemical composition were machined: 1.53% C; 0.367% Si; 0.344% Mn; 11.537% Cr; 0.94% Mo; 1.02% V. After heat treatment and tempering (quenching in a vacuum atmosphere at 1000–1030°C and two-stage tempering at 600°C), an average hardness of 46 ± 1 HRC for parts was achieved. The selected insert was a TiN-coated tungsten carbide tool type TNMG220408 with grade NC3030. The geometry of insert include: −6° rake angle, 6° clearance angle, 60° major cutting edge angle, −6° cutting edge inclination angle, and 0.8 mm nose radius. Utilized insert along with relevant tool holder are shown in Figure 4.

Fig. 4. Tool holder, tool insert type TNMG220408, and measured tool flank wear.
Since the research was designed for finish hard turning, the depth of cut was selected to be 1 mm. To train neural networks, experimental tests were performed in various cutting conditions. Cutting speeds (v) were 40, 60, and 80 m/min and selected values for feed rate (f) were 0.02, 0.04, and 0.06 mm/rev. For each cutting couple, 12 tests were performed until the end of tool life (VBmax = 0.3 mm). The sampling times for selected cutting parameters are shown in Figure 5. Permissible maximum surface roughness (Ra max) was considered 0.4 μm. Some extra tests also were carried on to validate the accuracy of trained neural networks. Because of the high wear rate in initial moments of the turning process, more data were collected in this period to enhance the precision of trained neural networks. Two statistical measures including coefficient of determination, R 2, and root mean square error, RMSE, were employed to fitness evaluation of trained neural networks.

Fig. 5. Cutting parameters and corresponding sampling times.
To measure tool flank wear, a light source microscope with a magnification of 36× equipped with an imaging processing software was utilized. An illustration of tool insert and measured tool flank wear is shown in Figure 4. A Taylor Hobson S100 surface profilometer was employed to assess the roughness of machined parts. The selected value for cut-off length for assessing surface roughness was 0.5 mm. The final obtained value for both tool flank wear and surface roughness is the mean of three regarding measured values which is performed according to the given sampling times in Figure 4. The experimental setup is demonstrated in Figure 6.

Fig. 6. Experimental setup: (a) CNC machine tool and (b) surface profilometer.
Results and discussion
Neural networks
In this research, two neural networks were trained to predict output characteristics of the turning process. The first was a recurrent dynamic neural network to predict tool flank wear in the next Δt seconds (VBi+ 1). The second network was a three-layer feed-forward network trained to predict the value of surface roughness during the turning process (Rai+ 1). This network was used to avoid the process of selecting cutting parameters that could result in unacceptable surface roughness. According to specified cutting parameters, 100 tests were designated to train neural networks. Also, 12 validation tests were performed to assess the correctness of the proposed intelligent models.
In Table 3, the results of measurements for flank wear and surface roughness for validation tests were compared with regarding values obtained from neural models. The accuracy of neural models in terms of R 2, coefficient of determination, and RMSE, root mean square error, for both the training and validation tests is shown in Table 4. The given results show that trained neural networks have acceptable accuracy to be used in real industrial applications with confidence.
Table 3. Measured and predicted values using neural networks

Table 4. The accuracy of intelligent models for training and validation data sets

In Figure 7, experimentally obtained values for tool life regarding various cutting speeds and feed rates are shown. As can be seen, any increase in cutting speed decreases tool life notably. The effect of feed rate on tool wear is less than the effect of cutting speed. According to the illustration, the maximum tool life corresponds with minimum cutting speed and feed rate. Another important point that can be concluded from Figure 7 is the effect of feed rate in various cutting speeds. In lower cutting speeds, increasing the feed rate results more rapid tool flank wear compared with that of higher speeds.

Fig. 7. Tool life in various cutting speeds and feed rates.
The same results have been reported by Özel et al. (Reference Özel, Karpat, Figueira and Davim2007) and Gaitonde et al. (Reference Gaitonde, Karnik, Figueira and Davim2009).
Optimization results
Considering different values for w 1 and w 2, defined multi-objective problem according to Eq. (6) was solved using the weighted sum method. To find optimum cutting parameters, the suggested hybrid PSO-RDNN algorithm was employed and various optimal solutions corresponding to selected w 1 and w 2 varying from 1 to 10, were obtained as summarized in Table 5. Tool life and surface roughness values for corresponding cutting speeds and feed rates were measured after finishing the process. As can be seen, all resulted values for roughness are in a permissible range (Ra <0.4 μm).
Table 5. Pareto optimal solutions for tool life and operation cost as outcomes of the optimization process

The results given in Table 5 reveal the effect of weights on the optimization process. According to the defined multi-objective problem, for w 1 = 1 and w 2 = 0, the cost function is equal to tool life. In this condition, operation cost has no importance and the optimization process searched for cutting speeds and feed rates that resulted in higher tool life. Therefore, low values for cutting speed and feed rate were selected. This matter decreased MRR and increased operation cost notably. On the contrary, when w 1 = 0 and w 2 = 1, Eq. (6) gives operation cost. Selected cutting parameters resulted in lower operation costs, and therefore, tool life decreased drastically. Based on the information given for operation cost and tool life in Table 5, the Pareto front of solution space is illustrated in Figure 8. Between the two mentioned optimum conditions, various values were defined for w 1 and w 2. By increasing the value of w 1 and consequently decreasing of w 2, various ranges of optimum condition could be obtained. It can be induced that an increasing value of w 1 corresponds with relative increasing the cutting speed and feed rate and decreasing the resulted tool life.

Fig. 8. Pareto front.
Point 1 corresponds to the minimum cutting speed and feed rate. As it can be seen, any increase in cutting parameters decreases tool life and operation costs simultaneously. At point 11, which corresponds to maximum cutting speed and feed rate, the minimum tool life and operation cost would be achieved. Considering the obtained Pareto front specifies two different zones. From points 1 to 3 (zone 1), the steep gradient in the Pareto front can be seen. In this zone, a significant decrease in tool life and a moderate decrease in operation cost can be detected. From points 4 to 11 (zone 2), operation cost decreased more severely and the tool life has a small decrease. Given Pareto front and corresponding cutting information makes the analysis of selected parameters and decision making regarding with hard turning process easier. First, in the cases that the tool life is more important, cutting parameters associated with zone 1 should be selected. However, this important point needs to be considered that lower values of cutting speed and feed rate lead to low MRR and high operation costs. Secondly, in conditions in which high production volume and lower operation cost are of great importance and tool life can be neglected, cutting parameters corresponding to zone 2 should be chosen in machining operation. In this case, because of the higher values of selected cutting speeds and feed rates, high MRR could be achieved.
Conclusion
In this work, a new hybrid algorithm referred to as the PSO-RDNN algorithm combined with the weighted sum technique was applied for multi-objective optimization of machining parameters in finish turning of hardened AISI D2. Cutting speed and feed rate were optimized for maximizing tool life and minimizing operation cost with operation constraints on cutting parameters and surface roughness. Experimental-based neural network models were developed for predicting tool flank wear and surface roughness during the process. The following conclusions can be made:
1. The coefficient of determination for trained neural networks was calculated as R 2 = 0.9893 and R 2 = 0.9879 for predicted flank wear and surface roughness, respectively, which showed the efficiency of trained neural models in real industrial applications.
2. Based on trained neural networks and structured hybrid algorithm, optimum cutting parameters were obtained. The suggested optimizing methodology also returns a Pareto optimality graph, which represents optimized cutting variables. The Pareto front line offers a notable amount of decisive information to handle cutting parameters in a logical manner. Confirmation experiments also showed the reliability of the proposed methodology in optimization of the hard finish turning process.
It was found that increasing cutting speed and feed rate accompany with increasing with MRR, but it also decrease tool life severely. On the other hand, by decreasing these parameters, tool life could be increased, although MRR decreased drastically. Therefore, using obtained Pareto front graph could help researchers to select cutting conditions according to their financial and technical strategies.
Since the machining of hardened material is commonly performed with CBN and ceramic inserts, it is advisable that the presented optimization methodology to be executed by mentioned tools to evaluate the effectiveness of the proposed technique. Also as future work, the proposed methodology should be expanded to include more comprehensive performance indexes such as MRR, production rate, and machining time. More realistic constraints also need to be considered such as cutting force and cutting power in hard turning processes.
Pourmostaghimi was born in Tabriz, Iran, in January1982. He received the BSc Degree in Manufacturing and Production Engineering in 2006, the MSc Degree in Manufacturing and Production Engineering in 2009 and PhD in Manufacturing and Production Engineering in 2020 from the University of Tabriz, Iran. His focused area of research is adaptive control optimi zation, system identification, intelligent machining, predictive modelling in machining processes, and using metaheuristic methods.
Mohammad Zadshakoyan was born in Maragheh, Iran, in May 1964. He received his BSc Degree in Mechani cal Engineering from University of Tabriz in 1987 and the MSc Degree in Mechanical Engineering from the University of Bordeaux, France, in 1994. He received the PhD Degree in Manufacturing Engineering from University of Bordeaux, France, in 1998. He is now Assistant Professor in the faculty of Mechanical Engineering at University of Tabriz. His research interests include adaptive control, intelligent machining, and mechatronic in manufacturing systems.
Saman Khalilpourazary was born in Urmia, Iran. He received his BSc from Mazandaran University, Babol, Iran, in 2004, MSc from Tarbiat Modares University, Tehran, Iran, in 2006 in Manufacturing and Production Engineering and PhD from Tabriz University, Iran, in 2018 in Manufacturing and Production Engineering. Since 2010, he has been a faculty member in the Department of Mechanical Engineering at Urmia University of Technology, Urmia, Iran. His main research interests are Machining processes, Nano-Lubricants applications in machining processes, Optimization methods in manufacturing processes, and Gear Design and Manufacturing.
Mohammad Ali Badamchizadeh was born in Tabriz, Iran, in December 1975. He received his BSc degree in electrical engineering, MSc and PhD degrees in control engineering from University of Tabriz, Iran, in 1998, 2001, and 2007, respectively. He is currently a Professor at the Faculty of Electrical and Computer Engineering, University of Tabriz, Iran. His research interests include adaptive control, fractional systems, stability of systems, and system identification.













